-

双热熔管件 
双热熔管件 
双热熔管件 
双热熔管件 
双热熔管件 微信咨询双热熔管件
- 特点具有开口金属弹力衬套
- 材料PE或PPR
- 应用PSP钢塑复合压力管连接
双热熔管件执行CJ/T253-2006(建设行业标准),国恒开发的EIH双热管件为适应电磁感应加热熔接而开发,相对于CJ/T253-2006定义的双热熔管件有结构上的改进,一方面是大幅加大了熔接区;另一方面承口与插口的高度差设计具有明显区别;再就是在大口径的EIH双热管件,增加了弹力衬套。

双热熔管件执行CJ/T253-2006(建设行业标准),国恒开发的EIH双热管件为适应电磁感应加热熔接而开发,相对于CJ/T253-2006定义的双热熔管件有结构上的改进,一方面是大幅加大了熔接区;另一方面承口与插口的高度差设计具有明显区别;再就是在大口径的EIH双热管件设计方面,改变了CJ/T253-2006定义的固定金属衬套为开口的弹力衬套。双热熔管件的电磁感应熔接是2010年国恒提出并着手研究开发的一个概念,在试验过程中逐步优化了前期设计,并形成现在的成熟结构。
双热熔管件能够在与PSP钢塑复合压力管的安装中,管件与管材内外均融合,相当于对PSP钢塑复合压力管管端被动封口——塑料金属类复合管材,无论标准定义还是本身实践应用,端口密封保持与介质不接触是一个基本定义与要求,也就是,双热熔管件在针对PSP的连接中,安装完成,封口也自然完成,避免了人为不封口带来的工程事故。因管件与管件的内外塑料均融合在一起,大幅提高了连接口的抗轴向应力能力。但要看到,双热熔管件毕竟是塑料注塑管件,在抗纵向机械应力方面,仍然远远弱于金属管件。因而在安装过程中,需要强调应力克服。另一个问题,双热熔管件结构决定其内径与管材内径不统一,会带来一定程度的缩径——但PSP钢塑复合压力管借助了钢管的高承压能力,本身壁厚较纯塑料管要小,即使双热熔管件带来的少量缩径,也并不影响其与纯塑料管进行通径的对比。而国恒的带弹力衬套的双热熔管件结构设计,在安装完成之后,弹力衬套相当程度已经将塑料压缩贴合,缩径大幅变小。
区别于大部分友商的双热熔管件,国恒双热熔管件在DN63以上规格,均内置有开口弹力衬套(材质:高强度不锈钢),这一项设计是PSP安装过程中,工作效率与安装安全性的有效保障。
带弹力衬套的电磁感应加热型(EIH)双热熔管件

EIH双热熔管件是PSP钢塑复合压力管的专用管件,利用了PSP钢塑复合压力管具有中间钢管层的结构特点,通过电磁感应钢塑复合压力管的中间钢管层发热,并通过热传导,使管材与管件紧密融合在一起的一种管件。
EIH双热熔管件通过选择与PSP钢塑复合压力管完全一致的塑料牌号,能够适应冷热水及大部分化学介质的输送。但因为双热熔管件具有插口层,插入管材内壁,事实形成了一个台阶,对于密度较大的如泥浆体的输送显然会产生较大的阻力,所以并不适合类似介质的输送。
双热熔管件因为与PSP管的内外壁兼紧密结合,大幅提高了连接口的轴向抗拉强度,但塑料管件在纵向耐机械破坏方面,显然不能与金属管件相比,所以在具体安装实施时,应充分考虑应力在纵向产生的机械破坏。比如建筑水泵房的安装时,应考虑水锤,冲击震动可能在纵向产生的破坏力,除了加密管道支架及敷设必须存在的止回阀等设施外,可以考虑采用双热熔法兰连接。法兰是双热熔管件当中,唯一能够大幅度抵御应力的一款管件,尽管可能带来成本的少量上升。

带弹力衬套型电磁感应加热型(EIH)双热熔管件说明

主要优点:
1、与传统采用模头加热再承插的双热熔管件相比,电磁熔接结构的双热 熔管件在管件的承插口都有相应的结构变化,比如插口的高度是低于承口高度并至少达到8mm以上的。
2、采用先承插后电磁感应熔接的方式,省时省力,能够一定程度上降低 安装成本。
3、易于判断安装效果。通过管材外壁塑料与管件承口塑料的熔合情况可 以肉眼判断安装的效果。因为插口高度低于承口,所以当承口与管材外壁 已熔合成功时,插口与管材内壁塑料的熔合完全成功。
4、开口弹力金属衬套能够阻止插口塑料流动造成的管道堵塞,同时产生 的外张力能够将插口塑料与管材内壁塑料完全挤紧,熔接安全性大幅提高。





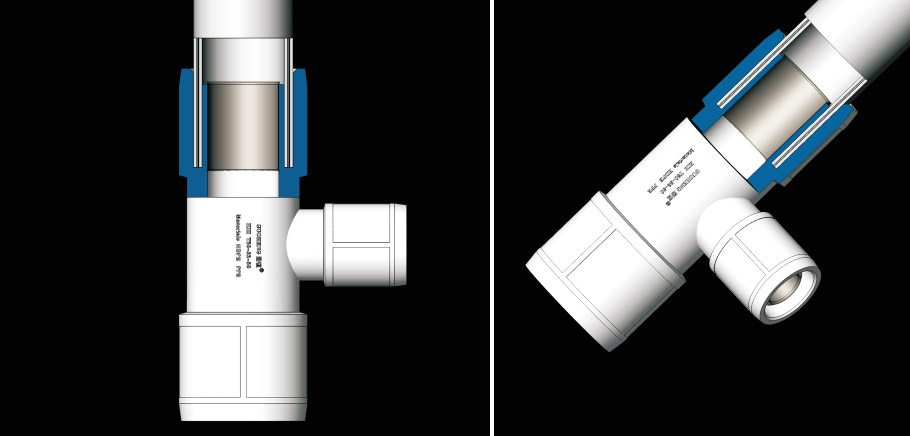
国恒团队于2011年起开始着手电磁感应熔接型双热熔管件及相关技术的开发研究。于2012年成功开发全球首款聚能电磁感应加热器,并成功设计了EIH(电磁感应加热型)双热熔管件,区别最早期模头加热型的双热管件,EIH双热熔管件采用预(先)承插,然后采用电磁感应加热承插于EIH双热管件中的PSP钢塑复合压力管的中间钢管层,从而熔合管件与管材的塑料使之紧密结合在一起,由此其结构方面进行了最少三项改进:即管件的内环壁低于外环壁以方便进行安装效果判断,加长了外环壁增大与管材的熔合长度,提高安装可靠性及接下升抗拉拨力(轴向应力),预承插型管件与管材之间必然存在尺寸间隙(否则插不进去),由于间隙的客观存在,加上制造过程中的客观公差包括承插后的公差叠加,单纯依靠加热时的塑料膨胀填满间隙的做法显然存在风险,因此在管件内部嵌入了一个不锈钢的弹力衬套,用于在安装加热过程中产生向外张力,从而大幅提高安装的可靠性。
图例是安装加热过程中,弹力衬套向外产生张力,并且整体外周长扩大3-5mm的过程。

电磁感应熔接是利用PSP钢塑复合压力管中间层钢作为发热体,将热量向两个方向 的塑料(内外壁塑料)传递,并最终分别融合PSP钢塑复合压力管内外层塑料与双热熔管件的内外环壁塑料,冷却之后融为一体的一种连接方式。双热熔管件的结构原理也正来源于此,但我们必须了解的是:塑料之间粘合的强度由三个关键因素决定:温度,时间,压力。由此, 电磁感应熔接型双热熔管件的结构设计至少需要考虑以上的问题:
1、熔接效果的判断——通过管件端口塑料尤其是与管件端口接近的管材的外壁塑 料的熔融程度况来判断安装效果。
2、插口塑料与承口塑料的热熔时间差——插口应先于承口内壁塑料与管材熔合, 这样更易于判断熔接效果并事实取得更好的安装可靠性。所以结构设计上插口(内环壁)要 低于承口(外环壁)且高度差最少要达到8mm,。
3、由于影响管件与管件熔接效果的因素主要在于:公差及叠加公差所造成的间隙以及应力作用下的管材与管件不完全统一轴心,如果电磁感应熔接焊机起到的作用是解决的是温度、时间两个因素,那么弹力 衬套起到的作用就是压力。这个压力的重要作用就在于:一方面产生一个外向张力,使加热软化后的管件内环壁(插口)塑料与PSP管的内层塑料紧密贴合,弥合公差及公差叠加带来的间隙。另一方面,当应力造成的轴心不一致时,起到一定的修正作用。因为弹力衬套的加入,使双热熔管件与PSP钢塑复合压力管的安装真正意义上具有高可靠性及高效率。
在HDPE-PSP与PPR-PSP两种不同材质的钢塑复合压力管的安装过程中,HDPE为基材的PSP宜采用较大功率设置进行熔接,由于PE材质的稳定性更好,其在热塑化过程中,表现了对于热量的钝性,所以加热的热量范围更加宽泛。比如要求做功是100,实际上做功到150也是安全的。PPR为基材的PSP则必须采用低功率长时间熔接,一方面是PPR的密度较低(0.88左右,HDPE是0.95),加热后的反应较HDPE要剧烈,所以不能采用高功率焊接,另一方面PPR-PSP的加热控制要比较精准,比如要求做功是100,实际做功的范围应不允许超过115。所以安装的效率相对较低,同时当出现外部因素影响焊机的输出功率时,对于实际作功的把控难度稍大。
双热熔管件执行CJ/T253-2006,该标准可以在资料下载栏目中下载。





- 上一条:MUHDPE合金双壁波纹管
- 下一条:钢塑复合压力管
2021版权所有@广东国恒塑业发展有限公司 粤ICP备17038017号-1- 返回顶部
- QQ咨询
- 13790603959
- 扫描+微信交流